
গত দুই বছরে, ধাতব মোবাইল ফোনগুলি শিল্পে একটি হট স্পট হয়ে উঠেছে এবং এগুলি ভোক্তা বৈদ্যুতিন পণ্যগুলিতে আরও বেশি বেশি ব্যবহৃত হয়। এই নিবন্ধটি বেশ কয়েকটি ধাতব প্রক্রিয়াকরণ প্রযুক্তি এবং সম্পর্কিত পণ্য অ্যাপ্লিকেশনগুলি বিশদভাবে পরিচয় করিয়ে দেয়।
উদাহরণস্বরূপ:
1। সিএনসি+ আনোড: আইফোন 5/6, এইচটিসি এম 7

2। ফোরজিং + সিএনসি: হুয়াওয়ে পি 8, এইচটিসি এম 8

3। ওয়ান ডাই কাস্টিং: স্যামসাং এ 7


5 .. স্ট্যাম্পিং + সিএনসি: হুয়াওয়ে মেট 7

কাস্টিং
ধাতব ing ালাই হ'ল উচ্চ তাপমাত্রা প্রতিরোধী উপকরণ দিয়ে তৈরি একটি ফাঁকা ছাঁচে গলিত ধাতু ইনজেকশন করা এবং কাঙ্ক্ষিত আকারের একটি পণ্য পেতে ঘনত্ব; প্রাপ্ত পণ্যটি একটি কাস্টিং।
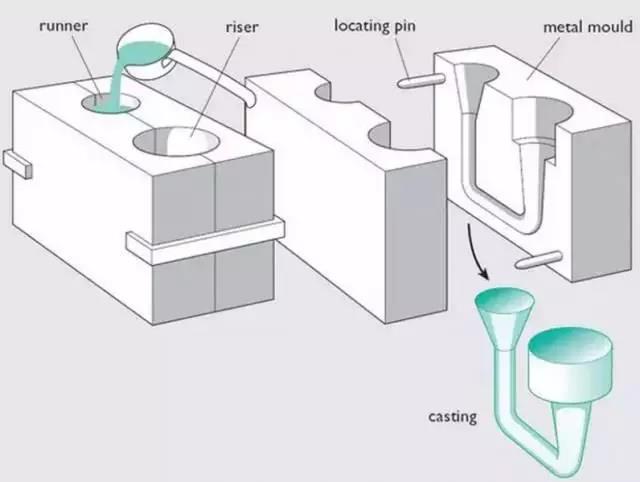
কাস্টিং শ্রেণিবিন্যাস
উচ্চ চাপের ক্রিয়াকলাপের অধীনে, তরল বা আধা-তরল ধাতু একটি উচ্চ গতিতে ডাই-কাস্টিং ছাঁচ (ডাই-কাস্টিং ছাঁচ) এর গহ্বরকে পূরণ করে এবং কাস্টিং পাওয়ার জন্য চাপে গঠিত এবং দৃ ified ় হয়।
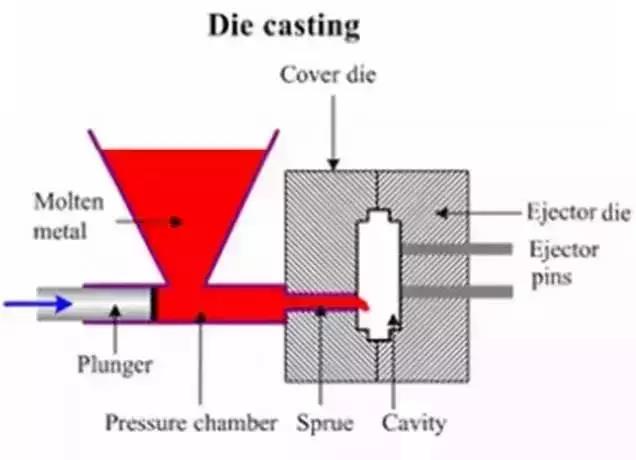
তবে, সাধারণ অ্যালুমিনিয়াম ডাই-কাস্টিং প্রক্রিয়াটিতে সমস্যা রয়েছে যে মসৃণ অ্যালুমিনিয়াম অক্সাইড ফিল্ম চিকিত্সা করা কঠিন। কারণটি হ'ল ছাঁচের সমস্ত অঞ্চল দিয়ে প্রবাহকে উন্নত করার জন্য সিলিকন কাঁচামালগুলিতে যুক্ত করা হয়। অতএব, আপনি যদি অ্যালুমিনিয়াম ডাই কাস্টিংয়ের রঙিন করে থাকেন তবে এটি পেইন্টিংয়ের পরে তার প্রিমিয়াম অনুভূতি হারাতে পারে কারণ এটি প্লাস্টিকের মতো দেখাচ্ছে।

ফোরজিং
1। হাতুড়ি বা স্মিথ ফোরজিং
হাতুড়ি ফোরজিং বা ফোরজিং লোহার জন্য একই পদ্ধতিটি ব্যবহৃত হয়, যা ফোরজিং তাপমাত্রায় ওয়ার্কপিসটি গরম করে এবং এটি ফ্ল্যাট হাতুড়ি এবং ড্রিল প্লেটের মধ্যে জাল করে; ছোট টুকরা হাত দিয়ে লোহার ফোরজিং বলা যেতে পারে; বড় টুকরোগুলির জন্য, চিত্র হিসাবে একটি বাষ্প হাতুড়ি (বাষ্প হাতুড়ি) ব্যবহার করা উচিত। এর মধ্যে, কাজের অবজেক্টটি ড্রিল প্লেট এবং ফ্ল্যাট হাতুড়ির মধ্যে স্থাপন করা হয়। বাষ্প হাতুড়ির কাঠামোর জন্য, এটি ফোরজিং ক্ষমতার উপর নির্ভর করে। আলোর ধরণটি একটি একক ফ্রেমের ধরণ এবং ভারী প্রকারটি একটি ডাবল-ফ্রেমের ধরণ।
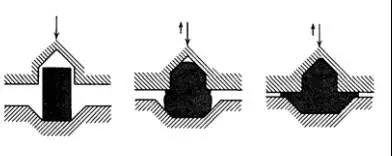
3। চাপ ফোরজিং (ফোরজিং) | ফোরজিং টিপুন
চাপ ফোরজিং একটি ফোরজিং পদ্ধতি যেখানে ধাতুটি ধীর চাপের সাথে ডাইতে এক্সট্রুড হয়। যেহেতু ধাতু দীর্ঘ সময়ের জন্য জোর করে থাকে, তাই এক্সট্রুশন প্রভাবটি কেবল ফোরজিংয়ের পৃষ্ঠে নয়, ওয়ার্কপিসের কেন্দ্রেও থাকে। অতএব, অভ্যন্তরীণ এবং বাহ্যিক অভিন্নতার প্রভাব অর্জন করতে পারে এবং এর পণ্যগুলির গুণমানটি হাতুড়ি জালিয়াতির চেয়েও ভাল।
ফোরজিং মোবাইল ফোন ক্যাসিংয়ের প্রক্রিয়াতে ব্যবহৃত হয়, যা কার্যকরভাবে সিএনসির সময় হ্রাস করতে পারে, যাতে ব্যয় তুলনামূলকভাবে কম হয়; এবং 95% এরও বেশি অ্যালুমিনিয়াম সামগ্রী সহ অ্যালুমিনিয়াম অ্যালোগুলি অ্যানোডাইজিংয়ের জন্য নির্বাচন করা যেতে পারে। উত্পাদন প্রক্রিয়া: প্রথমে ফোরজিং দ্বারা ঘন মোবাইল ফোন স্ট্রাকচারাল অংশগুলি প্রাপ্ত করুন; তারপরে সিএনসি মিল অপ্রয়োজনীয় অংশগুলি আউট করে; এনএমটি ধাতু + প্লাস্টিকের সংহত কাঠামোগত অংশগুলি গ্রহণ করে; অ্যানোডাইজড পৃষ্ঠ চিকিত্সা; এবং অবশেষে অ্যান্টেনা কভারটি আঠালো।যেমন ওপ্পো আর 7/আর 7 প্লাস, নীচে দেখানো হয়েছে

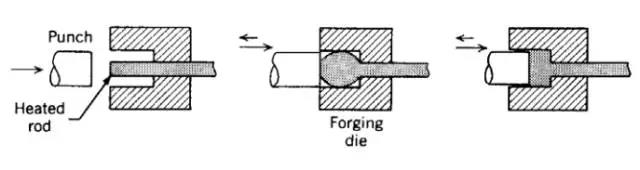
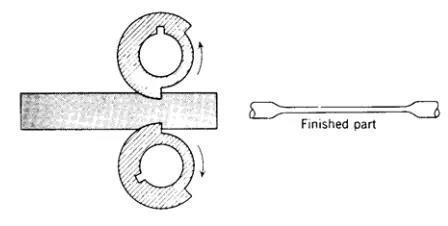
রোল ফোরজিংয়ের নীতিটি নীচের চিত্রটিতে দেখানো হয়েছে।
ঘুষি মারছে
ধাতব পাঞ্চিং একটি ধাতব কোল্ড প্রসেসিং পদ্ধতি, এটি ঠান্ডা পাঞ্চিং বা শীট ধাতব পাঞ্চিং নামেও পরিচিত। খোঁচা সরঞ্জামের শক্তির সাহায্যে, ধাতব শীটটি ছাঁচের মধ্যে জোর করে সরাসরি গঠিত হয়। ঘুষিযুক্ত অংশগুলি অটোমোবাইল যন্ত্রাংশ উত্পাদন ও গৃহস্থালী সরঞ্জাম উত্পাদন ক্ষেত্রে ব্যাপকভাবে ব্যবহৃত হয়।
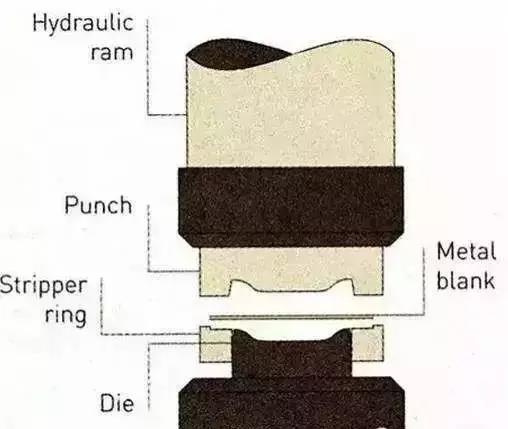
কারুকাজ প্রক্রিয়া:
1। ছাঁচ টেবিলের ধাতব প্লেটটি ঠিক করুন
সম্প্রতি চালু হওয়া রেডমি নোট 3 স্ট্যাম্পিং প্রক্রিয়া দ্বারা তৈরি একটি ধাতব ব্যাক কভার ব্যবহার করে।
স্ট্যাম্পিংয়ের প্রত্যক্ষ সুবিধাগুলির মধ্যে একটি হ'ল ব্যয় সাশ্রয়। এটির জন্য ন্যানো-ইনজেকশন ছাঁচনির্মাণের প্রয়োজন হয় না এবং গ্রাইন্ডিংয়ের পরে সরাসরি অ্যানোডাইজড হয়। ভর উত্পাদন দ্রুত আপ আপ; তবে এই প্রযুক্তির অসুবিধাটি হ'ল ফিউজলেজের উপরের এবং নীচের প্রান্তগুলি অবশ্যই প্লাস্টিকের বিভক্ত হতে হবে। জটিল অভ্যন্তরীণ কাঠামো করতে পারে না, কেবল পিছনের কভারের জন্য ব্যবহার করা যেতে পারে।
সিএনসি | সিএনসি মেশিন সরঞ্জাম
সিএনসি সাধারণত "সিএনসি মেশিন সরঞ্জাম" নামে পরিচিত, যা একটি প্রোগ্রাম দ্বারা নিয়ন্ত্রিত একটি স্বয়ংক্রিয় মেশিন সরঞ্জাম। নিয়ন্ত্রণ ব্যবস্থা নিয়ন্ত্রণ কোড বা অন্যান্য প্রতীকী নির্দেশাবলী সহ প্রোগ্রামগুলি যৌক্তিকভাবে প্রক্রিয়া করতে পারে এবং কম্পিউটার ডিকোডিংয়ের মাধ্যমে মেশিন সরঞ্জামটি নির্দিষ্ট ক্রিয়াগুলি সম্পাদন করতে পারে এবং মূল ধাতব প্লেটের একটি অংশ দীর্ঘ সময়ের জন্য প্রক্রিয়াজাত করা হয় এবং অবশেষে কাঙ্ক্ষিত আকারে তৈরি করা হয়।
আইফোন 5 এবং 6 এক টুকরোতে অ্যালুমিনিয়াম খাদ দিয়ে তৈরি, অর্থাৎ শরীর এবং ফ্রেমটি অ্যালুমিনিয়াম অ্যালো সিএনসি এর একক টুকরো দিয়ে তৈরি। যাইহোক, মোবাইল ফোনের রেডিও ফ্রিকোয়েন্সি সিগন্যাল সমস্যা বিবেচনা করে, দেহটি বেশ কয়েকটি বিভাগে বিভক্ত হবে, সাধারণত উপরের এবং নীচের অংশগুলি। শেষে ইনজেকশন ছাঁচনির্মাণ এবং অন্যান্য পার্টিশন নির্বাচন করুন।
উচ্চমানের উপস্থিতি অর্জনের জন্য, অ্যানোডাইজিং, স্যান্ডব্লাস্টিং, পলিশিং ইত্যাদির মতো পৃষ্ঠের চিকিত্সাও করা হবে, যার ফলে একটি অনন্য রঙ এবং মসৃণ স্পর্শ হবে।
-------------------------------------------------- শেষ ------------------------------------------------------------------------------------------------------------------
রেবেকা ওয়াং সম্পাদনা



